您有1条未读询盘信息!
专业智能门道系列产品源头厂家
集开发、设计、生产、安装、售后于一体
18066509525
18066509525

集开发、设计、生产、安装、售后于一体
18066509525
18066509525

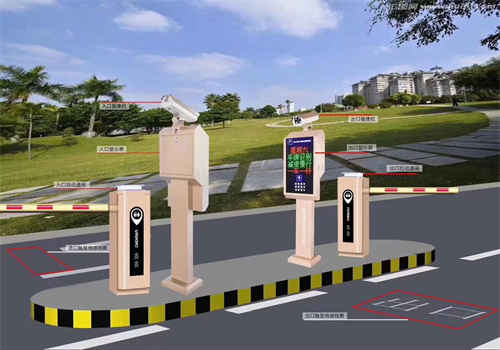
岗亭一般都是钢结构的,顶部都是采用不锈钢或者铝塑板的,一般常用的就不锈钢作为顶部。在焊接过程中为了美观,我们采用了熔化极气体保护焊的重要焊缝通常都要求焊透,但是这种焊接方法无法在背面施焊处,必须采用单面焊双面成形施焊。那么这种焊接方法需要我们技术人员注意哪方面的呢?一起来看陕西岗亭专业焊工为您做分析:

3、注意控制岗亭溶孔大小。溶孔大小决定背面焊道的宽窄和高低,控制溶孔直径是**焊道背面成形的关键。通常溶孔在长颈每边比间隙宽0.5到1毫米,但要注意溶孔是椭圆形,长颈决定焊道宽度。





 当前位置:
当前位置:

 热门推荐
热门推荐











